Established in 1992 with a registered capital of $5.2 million USD from Australian sole-ownership enterprises, and boasts a 72,000 square meter factory zone. - Custom Injection Molding Machine Manufacturers
 English
English 中文简体
中文简体 русский
русский Español
Español Français
FrançaisCSD-AX(2-4)-M-0.3L Automatic Blow Molding Machine(Down Blow)

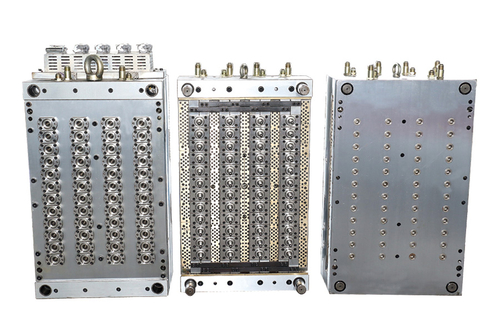
When the process is complete, the part is released from the mold, and the excess material is removed from the mold and discarded.A blow mold machine will have a tooling that enables it to produce a wide variety of plastic products. An extruder for a blow molding machine is an important part of the molding process. It is used to make plastic bottles from plastic pellets and molten plastic. The extruder will use frictional heat, sheer force, and external heat to melt the plastic. The plastic pellets will then move through extrusion tooling and into the mold's water-cooled cavity.The basic parts of a Mandrel blow molding machine include a mandrel holder and the blowing system. The pre-forming mandrel is installed in the mandrel holder through a shaft. It is then exchanged using a releasable coupling K. This mandrel holder is equipped with a mechanical application handle.The mandrel is the core of the injection assembly.
After the injection molding operation, the mandrel conveys the parison to the blow moulding set 5 on the table. The mandrel then becomes a blowing mandrel to expand the parison.In a blow molding machine, a servo motor is used to control the blowing action. The servo motor is controlled by a programmable microprocessor that controls the start and stop of the machine, direction of rotation, and speed. The servo motor can be used in conjunction with a ball screw or a timing belt, and can be installed in a smaller space than a traditional motor.It features an advanced microcomputer control system, infrared tube heating, and a self-locking mechanism. It is highly accurate and has a high level of stability and flexibility. It is easy to operate and can be used in manual and automatic modes. It also reduces power consumption by 30kw per hour and minimizes the space and cost of the molding machine.
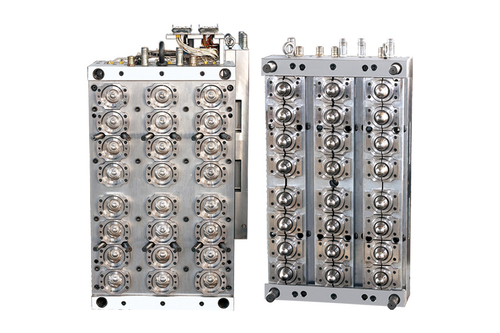
The parting line of a blow molding machine is critical for a variety of reasons. The parting line's placement can affect the overall cost of the mold and the complexity of the part. The most basic parts will have the parting line on a flat plane, but more complex parts may require an angled line. A part with a clear parting line is a good example of a well-designed part.When designing the parting line for a blow molding machine, the designer must take the shape and appearance of the part into consideration. Ideally, the parting line is placed so that the finished part does not lock into the mold during the parting process. In addition, the thermoplastics used in blow molding should be sufficiently hot and pliable to allow the mold to open fully. It is possible to achieve this by providing a negative relief that permits hooking. However, excessive hooking could cause the finished part to remain in one half of the mold.